 El papel japonés, también llamado washi, fue declarado en 2014 Patrimonio Cultural Inmaterial de la Humanidad. Esta distinción atiende a la esencia de su fabricación artesanal marcada por un profundo respeto a la naturaleza. Su sofisticación, belleza y permanencia en el tiempo responden a la atención con que lo elaboran los maestros papeleros desde hace siglos. En definitiva, es un signo identitario de la cultura japonesa que establece un vínculo entre lo sagrado y lo profano, la filosofía, la espiritualidad, el ritmo natural y el arte. No se trata, por tanto, solo de un producto, como tampoco es, solo, un soporte para la estampa. Es un contenedor, y un generador, de belleza que responde al grabado con una excelente solvencia técnica.
El papel japonés, también llamado washi, fue declarado en 2014 Patrimonio Cultural Inmaterial de la Humanidad. Esta distinción atiende a la esencia de su fabricación artesanal marcada por un profundo respeto a la naturaleza. Su sofisticación, belleza y permanencia en el tiempo responden a la atención con que lo elaboran los maestros papeleros desde hace siglos. En definitiva, es un signo identitario de la cultura japonesa que establece un vínculo entre lo sagrado y lo profano, la filosofía, la espiritualidad, el ritmo natural y el arte. No se trata, por tanto, solo de un producto, como tampoco es, solo, un soporte para la estampa. Es un contenedor, y un generador, de belleza que responde al grabado con una excelente solvencia técnica.
Frente a los papeles occidentales, muy encolados y de elevado peso, el papel japonés es muy atractivo por su delicadeza y tonalidad suave, su capacidad para interactuar con la luz y su exotismo. A ello se une una sorprendente absorbencia y la posibilidad de estampar a mano. Se puede prensar, rasgar, tensar, coser, colgar y plegar diversificando las posibilidades en el acabado de las estampas. La variedad de washi es inmensa por lo que puede ser difícil elegir un papel. Además, su nomenclatura salpicada de vocablos idiomáticos es compleja y la aplicación al campo de la estampa aparece mezclada con el resto de usos. Suele confundirse con el papel de arroz y otros papeles orientales, de distinta composición y procedencia, ya que al decir «papel japonés» se produce una percepción subjetiva de un tipo de papel ligero y traslúcido distinto al occidental. Pero es algo más complejo.
La materia prima con la que se fabrica procede básicamente de tres plantas: kozo, mitsumata y gampi, caracterizadas por tener unas fibras muy largas que le proporcionan una resistencia sorprendente. También hay que considerar la calidad de los papeles hechos a mano con el de máquina. Los primeros no llevan aditivos artificiales y su estructura interna es más esponjosa. El segundo tiene fibras más cortas que se orientan en un solo sentido y contiene químicos que lo debilitan; es también más compacto y suele estar encolado de forma artificial. Para comprobar estas diferencias se puede rasgar un papel hecho a mano, mucho más resistente. También, como curiosidad, si se humedece un trozo de papel artesanal veremos que se deforma formando una especie de cuenco, mientras que el mecánico se abarquilla en un cilindro.
El kozo es un tipo de morera de rápido crecimiento muy abundante en Japón, por lo que es el más común. Crea un papel flexible y fuerte y es el componente fundamental de uno de los papeles más afamados para el grabado, el Hosho, donde fueron estampadas la mayoría de las xilografías de Ukiyo-e. Hubo una calidad relativamente estándar para los papeles más comerciales (denominado genéricamente papel kozo) que pueden ser contrastados con la uniformidad, calidad y absorbencia del Hosho, algo más grueso usado en ediciones especiales. Funciona muy bien con la estampación en relieve (xilografía y linóleo) y, consecuentemente, también con el monotipo, la litografía y la serigrafía. Por su estabilidad dimensional también es adecuado para el chine collé. La uniformidad de las fibras que proporciona la fabricación artesanal hace que absorba la tinta integrando las zonas con y sin imagen. Es muy famoso el papel Kozo procedente de la prefectura de Echizen.
 La mitsumata es una planta de fibra algo más débil y corta pero crea superficies muy satinadas por lo que se usa mucho para la fabricación de biombos y tabiques deslizantes. Es de color beige y al estamparse los bordes de la imagen suelen quedar difusos. Su resistencia al agua es deficiente y se deforma en el secado, por lo que resultan mejor los gramajes ligeros adaptables para estampar en relieve y en seco, o en impresiones digitales.
La mitsumata es una planta de fibra algo más débil y corta pero crea superficies muy satinadas por lo que se usa mucho para la fabricación de biombos y tabiques deslizantes. Es de color beige y al estamparse los bordes de la imagen suelen quedar difusos. Su resistencia al agua es deficiente y se deforma en el secado, por lo que resultan mejor los gramajes ligeros adaptables para estampar en relieve y en seco, o en impresiones digitales.
El Gampi se recolecta en estado salvaje o se importa de otros países asiáticos cercanos. Fue el papel favorito de Rembrandt por sus características de imprimabilidad, quien empezó a usarlo en los aguafuertes más tardíos. Se trata de un papel fuerte, delgado y de aspecto sedoso, ideal para la estampación calcográfica porque proporciona una línea muy nítida. Aunque encoge cuando se humedece, en hueco los resultados mejoran si se pulveriza la hoja antes de estampar en el tórculo. Su superficie es muy resistente a la tracción que ejercen las tintas muy viscosas por lo que también es ideal para la litografía. Existe un tipo de papel especial para el aguafuerte (gampi etching) que lleva una capa de algodón en su superficie, pero es difícil de encontrar. Es muy famosos el gampi procedente de la prefectura de Kochi, al suroeste de Japón, cuyo uso se extiende al hueco relieve, el monotipo y la impresión digital.
Por último, existen otras fibras papeleras de uso minoritario como el cáñamo que se combina con el Kozo para crear un papel fuerte, práctica últimamente prohibida, y la pasta de madera, barata, pero de mala calidad.
Aunque lo que exponga hoy aquí puede servir de orientación, no se debería categorizar diciendo que hay papeles buenos o malos o específicos para una determinada técnica. En grabado los productos se supeditan a la creatividad del artista y es su capacidad de innovación la que le proporciona los usos más hermosos. Solo serán necesarias algunas pruebas para adaptarlo técnicamente al proceso de estampación: tiempo y forma de humectación, requisitos de presión, viscosidad de la tinta, metodología del entintado, flexibilidad de las mantillas, tipo de baren y prensa y acabado de la estampa.
Sería bastante útil hacer un análisis exhaustivo de la oferta papelera en el mercado occidental, mucho menor con respecto a Japón y muy desigual según los países. Para que te hagas una idea de la variedad puedes ver este listado de papeles japoneses. La amplitud hace necesario algún asesoramiento por parte del proveedor, el profesor o el estampador que a veces elaboran consejos de idoneidad básicos adecuando a cada tipo de papel. Para poder combinar estas reglas básicas con la libertad artística, cito algunas de las cualidades ópticas y técnicas del papel japonés que pueden ayudar a sacarle el máximo rendimiento.

Cualidades ópticas:
Composición: un papel está condicionado por su materia prima que es, en definitiva, la que le confiere las características principales. Es conveniente acostumbrarse al aspecto esencial de las tres fibras descritas más arriba y, a partir de ahí, conjugar con el resto de propiedades como el gramaje y la textura. Hay papeles que llevan incrustadas flores, hojas, trozos de fibra brillantes, etcétera. Al elegirlos debe hacerse por causas que den respuesta a proyectos concretos ya que los papeles demasiado adornados suelen eclipsar la imagen que contienen.
Color: van desde el blanco matizado hasta el crema ya que en su elaboración no se utiliza ningún colorante, salvo en encargos específicos. El papel industrial ha ampliado la oferta cromática considerablemente. Igual que en el apartado anterior, los colores intensos pueden distorsionar la percepción del dibujo.
Textura: destaca por su calidez y varía según la pulpa y el proceso de fabricación. Cada hoja se cepilla tras el secado por una de sus caras. La superficie no cepillada, más lisa, se considera el anverso.
Barbas: el papel artesanal presenta barbas intonsas (a los cuatro lados) con un deshilachado muy característico debido a sus largas fibras. El hecho a máquina presenta el borde a sangre en dos o cuatro de sus lados.
 Formato: el tamaño más común de los papeles tradicionales es de 63,9 mm × 93,9 mm conocido por Kiku- Ban, le sigue el de 22,7 mm × 30,6 mm, aproximadamente, aunque también se trabaja por encargo. Algunas variedades a máquina se fabrica en rollos u hojas en formatos muy grandes que hacen su uso muy atractivo. Si quieres ver el resto de formatos puedes pinchar en el siguiente enlace.
Formato: el tamaño más común de los papeles tradicionales es de 63,9 mm × 93,9 mm conocido por Kiku- Ban, le sigue el de 22,7 mm × 30,6 mm, aproximadamente, aunque también se trabaja por encargo. Algunas variedades a máquina se fabrica en rollos u hojas en formatos muy grandes que hacen su uso muy atractivo. Si quieres ver el resto de formatos puedes pinchar en el siguiente enlace.
Gramaje: definido como el peso del papel en gramos por metro cuadrado, es una de sus características fundamentales. Comparado con el papel occidental, a igual grosor el japonés siempre pesa menos debido su estructura repleta de cámaras de aire. Podemos encontrarlo desde los 5 o 10 grs, hasta alrededor de los 200 gr., excepcionalmente. El rango más común oscila desde los 10-15 gr. usados para restauración (algo transparentes para la gráfica ordinaria) hasta los 100 gr aprox. Para situarnos podemos tomar como referencia que el papel de oficina es de 80 grs y los papeles de grabado occidentales más usados (tipo Superalfa, Michel, Biblos, Incisioni, Hahnemühle, Rosaspina etcétera) oscilan entre los 160 y los 250, e incluso 400 grs/m2. Mientras más fino sea, el color de la tinta será menos intenso al haber menos fibra para reflejar la luz. Aparte de estas cualidades estéticas, su porte liviano tiene otras ventajas: puede ser estampado a mano (relieve) lo que soluciona estampaciones de gran formato sin infraestructura maquinaria alguna. En segundo lugar, aumenta considerablemente la polivalencia en el montaje de las exposiciones: banderolas, plegados, cajas de luz, tamizados, cometas, biombos… y un largo etcétera. Y tercero, son muy apropiados para el chiné collé, aunque el gampi encoge al humedecerlo. Los papeles muy finos pueden encolarse por completo a otros más robustos mediante esta técnica.

Características técnicas:
Composición: como comentaba más arriba el tipo de pulpa influye en la nitidez de la imagen. Los aglutinantes naturales reducen el cartoneo manteniendo la absorbencia. Tampoco suelen llevar colorantes ni blanqueantes artificiales lo que favorece el pH neutro que le dan mucha estabilidad en el tiempo (las primeras impresiones japonesas tienen más de 1000 años de antigüedad). El gampi y la mitsumata tiene propiedades insecticidas.
Papel hecho a mano y a máquina: al comprarlo deberíamos verificar su proceso de fabricación ya que presentan diferencias con respecto al encolado, la orientación de las fibras, porosidad, composición, etcétera. La mayoría de los artistas suelen preferir los artesanales, considerados más hermosos y mejores, también más caros. El hecho a máquina tiene ventajas como los formatos en largos rollos: color, mayor encolado, precio… En este enlace puedes ver una buena fotografía realizada con microscopio para ver las diferencias de ambos.
Absorbencia: su estructura interna llena de cámaras de aire permite que la capa la capa de tinta se integre perfectamente con las zonas sin imagen, ya que es absorbida profundamente. Para evitar un encolado superficial, el artesano añade un extracto de la raíz del tororo a la pulpa y el agua, lo que liga muy bien las fibras a partir de moléculas de hidrógeno. Otras formas seminaturales consisten en aplicar por los dos lados cola animal y alumbre. La fabricación a máquina ha aumentado considerablemente la oferta de papeles encolados necesarios para algunos acabados. Finalmente, por una cuestión sencilla de capacidad, los papeles tipo tengujo (fino) no pueden recibir mucha de tinta, aunque hemos visto proyectos muy hermosos que ponen en valor su extraordinaria transparencia. En este caso es conveniente proteger las mantillas ya que la tinta traspasará a la cara posterior.
Resistencia: responde adecuadamente a las condiciones de presión a las que es sometido durante la estampación. Las técnicas en hueco (aguafuerte, punta seca, aguatinta, fotograbado) son más difíciles de resolver en este aspecto, ya que requieren mayor presión que las planográficas o el relieve y en ocasiones se arruga. En los tipos de papel más gruesos la humectación se hace imprescindible para aumentar la flexibilidad y obtener una buena transferencia.
Higroscopía: viene a definirse como la capacidad de recibir la humedad, fundamentalmente medioambiental. Los papeles japoneses están muy adaptados al clima húmedo de la isla ya que su uso en arquitectura para amortiguar los seísmos ha hecho que su tecnología sea muy avanzada. Esto redunda en una buena estabilidad de la estampa para su mejor conservación.
Isotropía: el papel artesanal se deforma igual en todas direcciones mientras que el hecho a máquina se deforma siguiendo el curso de la dirección de las fibras. Es común ver en los papeles occidentales, tras humedecerlos, un crecimiento del orden de un centímetro en uno de los lados que aumenta en el sentido de la dirección de estampación. La menor presión necesaria, es secado al aire y la disposición aparentemente desordenada de las fibras hace que el papel japonés se contraiga libremente.

Resiliencia: definida como la capacidad del papel para volver a su estado natural una vez finalizado el proceso de estampación. En este aspecto los dos agentes más traumáticos son la humedad y la presión. En aquellos casos que sea necesario humedecer es conveniente pulverizarlos, preferiblemente con un nebulizador de jardinería, ya que si lo sumergimos en agua se nos desintegrará entre las manos. A continuación se coloca entre dos secante y estará listo para estampar. Si se humedecen formatos muy grandes es conveniente usar otra hoja de soporte para que no se rasgue. Con respecto a la humedad, el papel kozo se mantiene más estable mientras que el gampi suele encoger (cuidado con el chiné collé); con respecto a la presión (compresibilidad) en operaciones calcográficas tienden a arrugarse. Los gramajes más finos ofrece una buena respuesta a la estampación en seco.
Resistencia: sorprendentemente resistentes dada la longitud de sus fibras y su complejo entrelazado
Acidez: la mayoría oscilan entre 6.5 y 7 gracias a los procesos naturales de fabricación lo que se considera un pH neutro. Esto es la mejor garantía de permanencia. El encolado y blanqueado aumenta la acidez.
No quiero abandonar este apartado sin hacer un breve comentario con respecto a la impresión digital. Aunque serán necesario algunas pruebas conviene utilizar los más satinados, tipo gampi o mitsumata, que darán una línea más nítida y se protegerán los inyectores de la pelusa. Existen algunos que llevan una capa extra de encolado que le restará absorbencia y otros que triplican su grosor. Muchos se calientan. Si se desea utilizar un papel de poco gramaje habrá que adherirlo a otro más fuerte con cinta removible para evitar los atascos de papel. Puedes encontrar muchas sugerencias para la impresión digital en Awagami

Aunque su distribución en el mercado es desigual, algunas páginas ofrecen abundante información que nos pueden ayudar a elegir. Una de ellas es The Japanese Paper Place* (JJP) una empresa asentada en Toronto que distribuye washi en occidente desde 1982. Tienen distribuidores en todo el mundo. Venden a artistas, fabricantes, estampadores y ofrecen servicios adicionales como cursos, asesoramiento individualizado, talleres, exposiciones, etcétera. Vía web se pueden encontrar pequeñas guías de usuario con recomendaciones técnicas para el grabado en hueco, relieve, impresión digital… dedican también un apartado a “papeles excepcionales”, papeles naturales, clasificados por color, gramaje, uso… donde se encuentran hojas elaboradas por los maestros papeleros más reputados. Su guía visual hace una clasificación de todos los papeles con parámetros importantes: grado de opacidad (superponiéndolo en una escala del blanco al negro), fabricación manual o a máquina (HM o MM), calidad según el contenido de pulpa natural (grados del A al D), resistencia a las técnicas húmedas… además de otras características plásticas ya que la imagen está a muy alta resolución. Sería un buen trabajo de investigación extender esta paleta de muestras a las técnicas de grabado.
 El portal de Legion Paper es también útil porque a la lista de papeles le acompaña una descripción de su procedencia, uso y recomendaciones. Un buen recurso son los muestrarios que hemos encontrado, también a la venta, libretos pequeños con las hojas disponibles para el grabador (mira este ejemplode gampi): uno de los grandes problemas que encuentran los artistas es que se pierden en el desconocimiento y la inseguridad que le provoca invertir en un papel, por regla general caro, que a lo mejor al testarlo no se adecua a su pretensión. Debería ser un recurso más extendido.
El portal de Legion Paper es también útil porque a la lista de papeles le acompaña una descripción de su procedencia, uso y recomendaciones. Un buen recurso son los muestrarios que hemos encontrado, también a la venta, libretos pequeños con las hojas disponibles para el grabador (mira este ejemplode gampi): uno de los grandes problemas que encuentran los artistas es que se pierden en el desconocimiento y la inseguridad que le provoca invertir en un papel, por regla general caro, que a lo mejor al testarlo no se adecua a su pretensión. Debería ser un recurso más extendido.
Analizando las páginas españolas, se agradece la información que ofrecen algunos distribuidores. Hemos encontrado variedad en Eskulan en donde, incluso, se puede comprar pulpa para realizar un acercamiento a su fabricación, La Dominotería, una exquisita tienda de papel en Madrid o Barna Art, con información y una amplia oferta de papeles orientales de todo tipo. Hay muchas y no puedo citarlas todas, pero es casi seguro que encuentres alguna variedad de washi en tu tienda habitual por la que empezar. La oferta aún es escasa ya que no se trata de un papel muy demandado… de momento.

Hay mucha bibliografía relativa a este tema. Destaco aquellos cuyo contenido se ofrece en abierto, aunque si te interesa el tema debes seguir indagando. Me parece imprescindible la tesis doctoral realizada por Carolina Larrea Jorquera de título El papel en el Geido, enseñanza, praxis y creación desde la mirada de Oriente (2015) en el que reflexiona sobre el sentido que ha tenido la práctica del arte del washi en oriente y su aplicación artística como búsqueda de conocimiento y proceso de creación. Es uno de los estudios más completos actualmente en lengua castellana y una lectura extraordinaria. También puedes leer el artículo de González Alberdi, Washi: el papel japonés, génesis y supervivencia. Por su importancia sí hay que destacar la obra, casi un libro de artista, de Tindale Thomas and Harriet R. The Handmade Papers of Japan (Rutland, Vermont: Charles E. Tuttle, 1952) uno de los estudios más importantes sobre papel japonés con cientos de muestras, incluyendo algunas de varios siglos atrás. Una verdadera joya en edición limitada.
También hay multitud de material audiovisual sobre el proceso de fabricación. Para hacerte una idea de su importancia, muchos de los artesanos son nombrados por el Gobierno de Japón Tesoros Vivos por su responsabilidad de mantener viva esta práctica ancestral que, incluso, tiene su propia deidad: la diosa Kawakami Gozen. Yo he elegido hoy en éstas imágenes del proceso de fabricación Sekishu, o estas de la Fundación Getty, muy hermosas. Al final, puedes ver un vídeos explicativo.
Arigatô gozaimasu ⊂(◉‿◉)つ
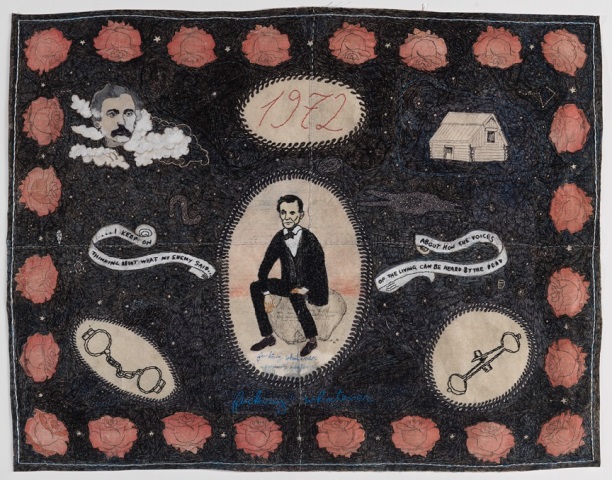
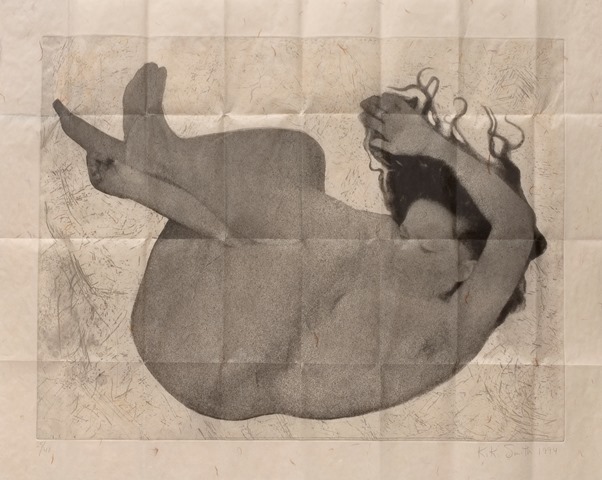
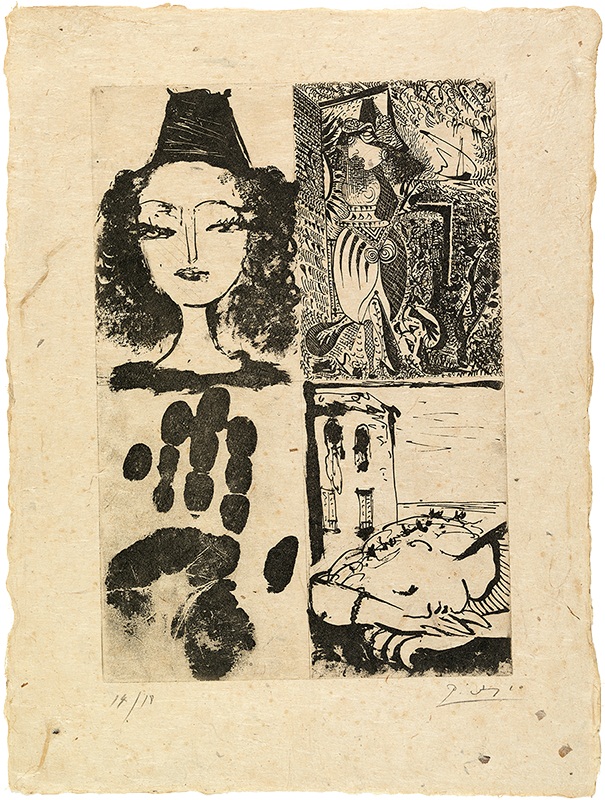
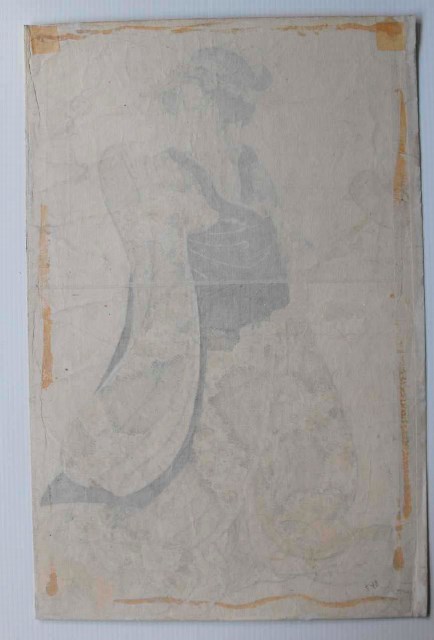
[*El motivo para elegir las web de los distribuidores es debido a la información que ofrecen, no establezco relación comercial con ninguna de ellas. Fuente imágenes: superior: Cristhine Aaron, estampa a gran formato en gampi en Where is paper woman; siguiente Kiki Smith, Free Fall, Fotograbado, aguafuerte y arena en papel japonés plegado en Armand Hammer Museum; siguiente: Emma Nishimura, Caught in Between, 2010, fotoaguafuerte y cosido sobre papel gampi en emmanishimura.com; siguiente: Pablo Picasso, cuatro composiciones para La barre d’appui. París, 1936, aguatinta al azúcar y punta seca sobre papel japonés; siguiente: Carla Chaim, pintura oleosa sobre papel japonés doblado, imagen elegida en base a su similitud con la gráfica en pipaprize.com; siguiente: Takehiko Inoue ayuda a fabricar el lienzo de papel mas largo del mundo, 2014; siguiente: Muriel Moureau, La Cape, 2015, aguafuerte estampado en Okawara y después encolado a papel Hahnemüle. Estampado en Ogami Press, recuperado de artvitam galerie; siguiente: Yanagawa Shigenobu, Mujer actriz, reverso, escuela Ukiyo-e en asianantiquegirl.com; siguiente: Ann Hamilton, Unknown: pictures of Strangers, 2014, impresiones digitales sobre gampi en tsguide.org; siguiente: Jonathan Singer, piezografía sobre papel mitsumata triple grueso en Cone editions Press Printing. Como este papel no está encolado se calienta antes de la impresión a 50ºC para que reciba más tinta ya que su absorbencia es muy grande; siguiente: muestra de técnicas gráficas, Guía Visual de The Japanese Paper Place; siguiente: Carolina Larrea, Impermanencia, 2013, fotolitografía sobre washi hecho a mano en carolinalarrea.com ; siguiente: David Curcio, Abraham Lincoln, 1972, xilografía, punta seca, tinta, lápiz y bordado en papel Kitakata en slushpilemag.com; abajo: vídeo sobre la fabricación del papel Sekishu-banshi por el maestro Akira Kubota en Tesukiwashi-berlin.com.]
重要無形文化財・ユネスコ無形文化遺産 石州半紙 (英語版)
No Description














{kind=link}
{kind=link}